Schweißnahtbearbeitung 60° Gehrung

Materialien
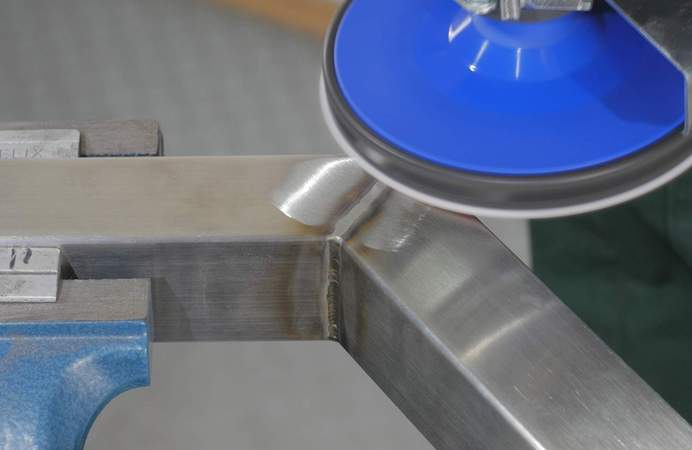
Mit dem Inox-Winkelschleifer, dem Haft Stützteller hart und der Klettscheibe Keramik Korn 120 die Schweißnaht abtragen.
Hinweis:
Maschine in Pfeilrichtung führen.
Der Winkelschleifer sollte einen Anstellwinkel von 10-15° zum Werkstück haben, um die Abtragsleistung und Standzeit des Schleifwerkzeuges zu erhöhen.
Empfohlene Drehzahl: ca 3.000 U/min
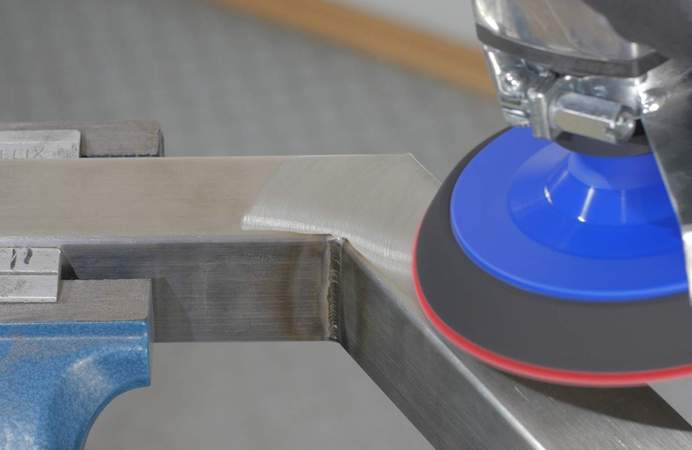
Mit dem Haftstützteller mittel und der Klettscheibe Trizact A100 (Korn 220) der Schleifspuren entfernen.
Hinweis:
Maschine in Pfeilrichtung führen.
Der Winkelschleifer sollte einen Anstellwinkel von 10-15° zum Werkstück haben, um die Abtragsleistung und Standzeit des Schleifwerkzeuges zu erhöhen.
Empfohlene Drehzahl: ca 2.100 U/min
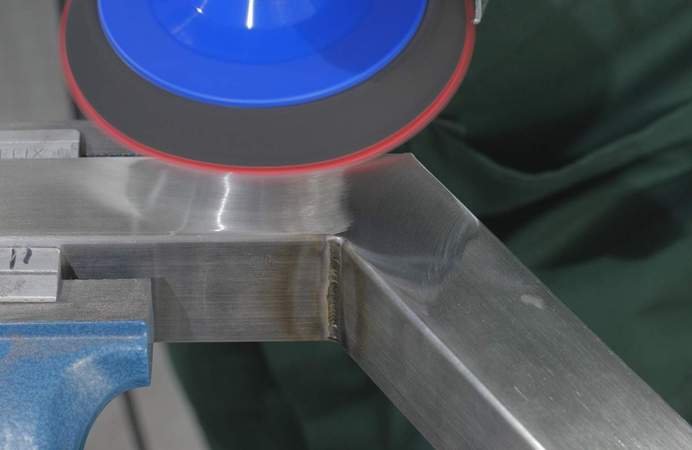
Mit dem Haftstützteller mittel und der Klettscheibe Trizact A45 (Korn 400) die Rautiefe verringern.
Hinweis:
Maschine in Pfeilrichtung führen.
Der Winkelschleifer sollte einen Anstellwinkel von 10-15° zum Werkstück haben, um die Abtragsleistung und Standzeit des Schleifwerkzeuges zu erhöhen.
Durch die geänderte Schliffrichtung werden erste Ansätze der Gehrungsnaht erzeugt. Gleichzeitig werden Unebenheiten und Kratzer beseitigt. Für den anschließenden Finish-Schliff ist es vorteilhaft nicht über die Gehrung hinaus zu schleifen.
Um Kleberückstände zu vermeiden ist es ratsam das Material abkühlen zu lassen.
Empfohlene Drehzahl: ca 2.100 U/min
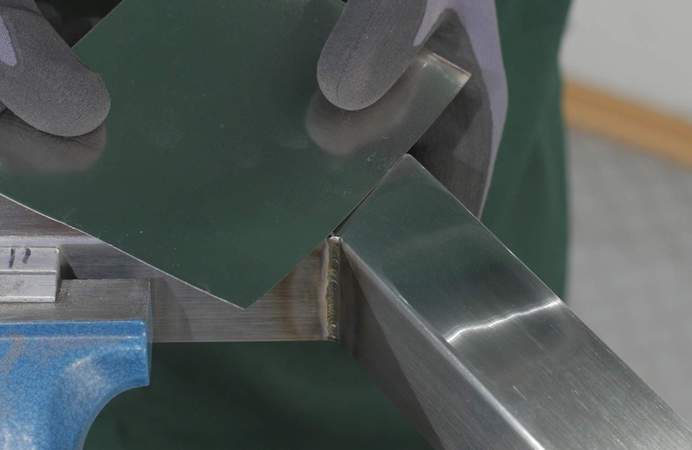
Mit dem selbstklebenden Edelstahlband exakt die Gehrung abkleben.

Den Satinier-Vorsatz MB 650 SV auf dem Winkelschleifer montieren.
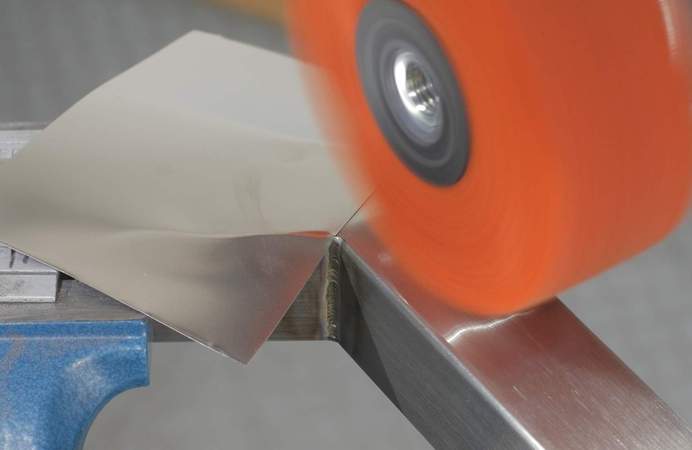
Mit dem Faltring GB 125 das Schliffbild angleichen.
Hinweis:
Den Arbeitsbeginn an der Schweißnaht mit einer links-rechts-Bewegung zu beginnen hat den Vorteil evtl. noch vorhandene Schleifspuren von A45 zu erkennen und gleichzeitig zu beseitigen.
Den Finish-Schliff erzielen Sie mit schnellen, gleichmäßigen Bewegungen der Maschine in Pfeilrichtung.
Empfohlene Drehzahl: ca 2.100 U/min

Das Edelstahlklebeband abziehen und nach kurzem Abkühlen auf die soeben geschliffene Oberfläche kleben.

Auch diese Seite mit dem Faltring GB 125 das Schliffbild angleichen.
Hinweis:
Den Arbeitsbeginn an der Schweißnaht mit einer links-rechts-Bewegung zu beginnen hat den Vorteil evtl. noch vorhandene Schleifspuren von A45 zu erkennen und gleichzeitig zu beseitigen.
Den Finish-Schliff erzielen Sie mit schnellen, gleichmäßigen Bewegungen der Maschine in Pfeilrichtung.
Das Edelstahlklebeband kann mehrfach genutzt werden, wenn die Abziehfolie nach der Anwendung wieder auf der Klebefläche aufgebracht wird.
Evtl. Kleberückstände könnne mit dem Reiniger und dem Mikrofasertuch abgewischt werden.
Empfohlene Drehzahl: ca 2.100 U/min

Oberfläche mit gelungener Gehrung.
Obere Hommeswiese 41-45
57258 Freudenberg
Germany
Fax : +49 2734-28474-10
E-Mail: info@gebrax.de